Ozubená kola patří k nejdůležitějším prvkům v automobilovém průmyslu a v průmyslu výroby strojů a zařízení. Požadavky na převodovky a jejich hnací ústrojí, na přenos výkonu a na životnost neustále stoupají. Kromě kvalitativních požadavků je na výrobce ozubených kol také vyvíjen tlak na zlepšení procesů a snížení nákladů.
Díky intenzivnímu výzkumu a vývojové práci se firmě COMET podařilo vytvořit systém brusiva a pojiva, který splňuje oba tyto požadavky. Jak u kontinuálního odvalovacího broušení, tak u broušení dělícím způsobem se nám povedlo výrazně zvýšit úběry materiálu a dodržet rozměrovou přesnost a kvalitu povrchu.
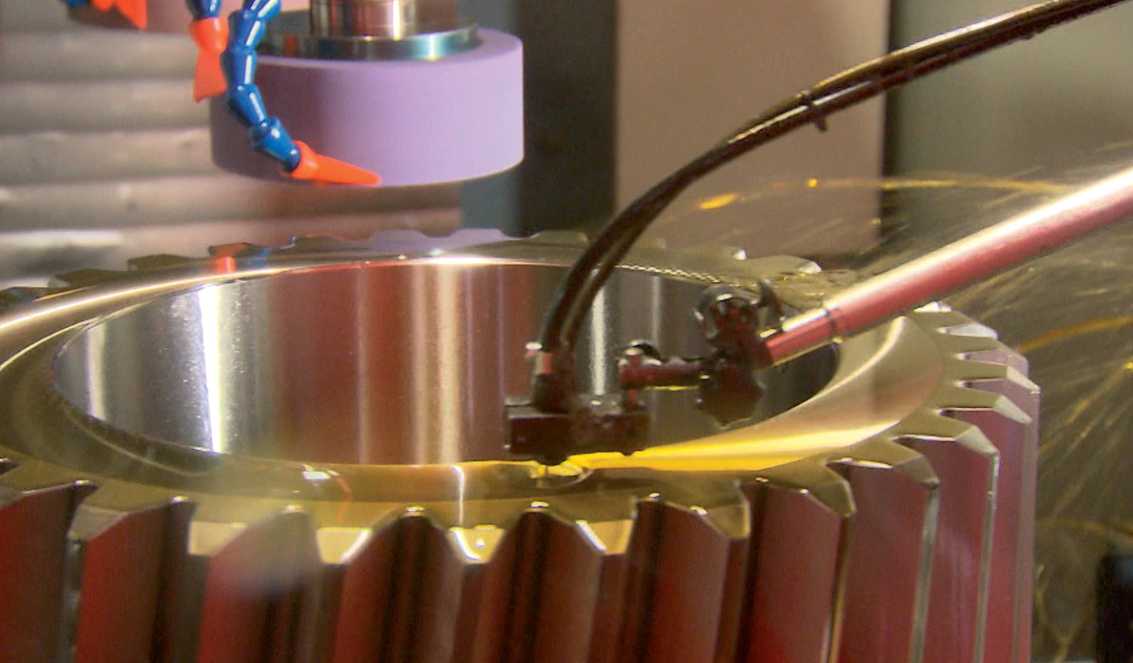
U náročných brousicích operací, výrobě turbokompresoru, je nutné provést pět vnějších brousících operací nakulato. Obrobek se skládá z vysoce tepelně odolné legované litinové hlavy, která je k hřídeli, vyrobené z velmi houževnatého materiálu, přivařená technologií třecího svařování.
Pro dosažení požadované geometrie byla nasazena technologie broušení šikmým zapichováním oblasti čelní plochy hlavy a oblasti celé délky hřídele pomocí speciality firmy COMET - brusného kotouče se dvěma vrstvami. Druhou vrstvou z bílého korundu se odebírá odlišný materiál hřídele bez rizika přehřátí.
Obrobky s konstantním průměrem jsou obráběny metodou bezhrotého průběžného broušení. Požadovaný úběr materiálu je dosahován pohybem mezi regulačním kotoučem s pryžovým povrchem a pracovním keramickým kotoučem nebo kotoučem s pojivem z umělé pryskyřice. Podle délky brousicí zóny a požadovaného úběru se současně hrubuje a s rozdílnou velikostí zrna brousí nahotovo.
Některé dílce nelze z důvodu jejich geometrie upnout mezi hroty, a tím je nelze obrábět průběžným bezhrotým broušením. Obrábí se bezhrotým zapichovacím broušením. Také zde jsou obrobky poháněny pomocí regulačního kotouče a vedeny pravítky. Pracovní kotouč má pro dosažení lepší profilové přesnosti ve srovnání s kotoučem pro průběžné broušení vyšší tvrdost.
Při rovinném broušení se často používají měkké a vysoce porézní brousicí kotouče. Závěsy turbínových lopatek jsou broušeny metodou do plna - jeden průchod nahotovo. Aby se předešlo tepelnému ovlivnění materiálu obrobku, je cílem, aby byl obrobek i při velmi vysokém úběru materiálu minimálně zatížen.
Při obrábění vysoce legovaných materiálů, jako jsou například vysoce žárupevné oceli, doporučuje firma COMET vysoce porézní brousicí kotouče z ušlechtilého korundu.
Vysoký podíl pórů a malá tvrdost umožňuje extrémní řezivost a optimální úběr materiálu obzvláště u houževnatých materiálů. Segmenty umožňují obrábění velkých ploch s vysokou produktivitou. Upínání na stroj se provádí do kruhu s mezerami, co umožňuje jak obrábění velkých obrobků v malých sériích, tak obrábění velkých sérií malých dílců.
Oboustranné přesné obrábění se provádí s cílem dosáhnout vysoké rovnoběžnosti ploch a jakosti povrchu. Při bočním broušení se používá většinou sada brousicích kotoučů s pojivem s umělou pryskyřicí, a tím se dosahuje vysoké produktivity. Při montáži na stroj, např. typu Diskus nebo Gardner, jsou buď nalepeny, nebo našroubovány pomocí zapuštěných matic.
www.comet-d.de